
On-going issues with overheating
CASE STUDY: Suction Fan Gearbox Overheating — Industrial Excavation Unit
Industry: Industrial Excavation / Mining Support Services: Workshop, Engineering Assessment, Design Re-engineering, Modification, Testing Equipment: Excavation Unit Suction Fan Assembly — Fan Drive Gearbox, Transmission, Lubrication & Cooling System
The Situation
A client came to Qualtex with a persistent and unresolved problem: the gearbox driving the suction fan in their excavation unit was repeatedly overheating. The reliability issues had become a serious operational concern, with unplanned interruptions cutting into productive time and beginning to affect profitability.
The Challenge
This wasn’t a case of worn components needing replacement. The overheating was recurring, which pointed to a design issue in the fan drive line itself. Replacing parts without addressing the underlying cause would simply repeat the same failure cycle. What was needed was an honest engineering assessment of why the system was running hot — and the capability to fix it properly.
What Qualtex Did
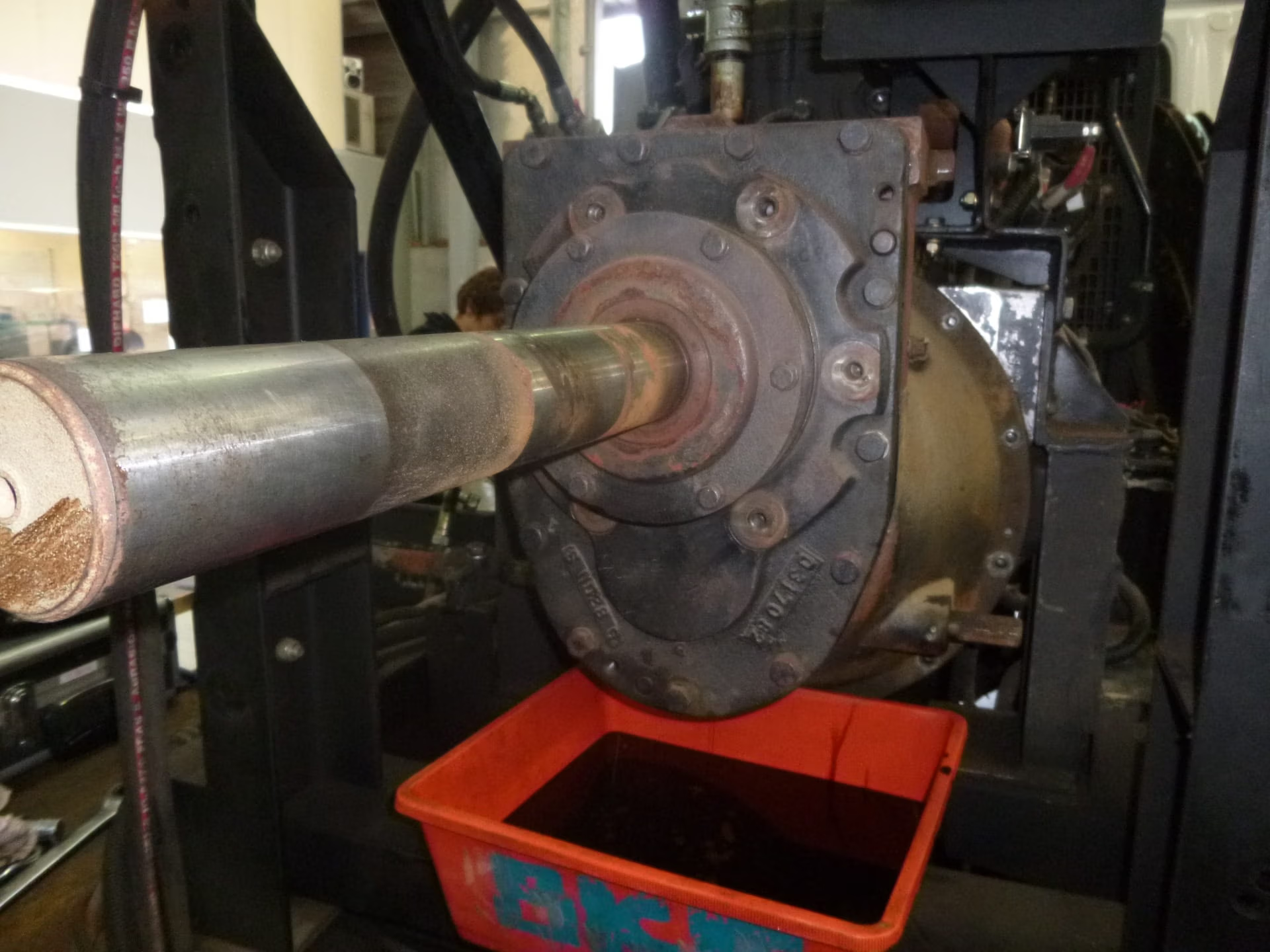
The suction fan assembly and fan drive transmission were removed from the truck and brought into the Qualtex workshop. All components were thoroughly cleaned and inspected. Qualtex engineers reviewed the original drive line design and identified the root causes of the thermal issues.
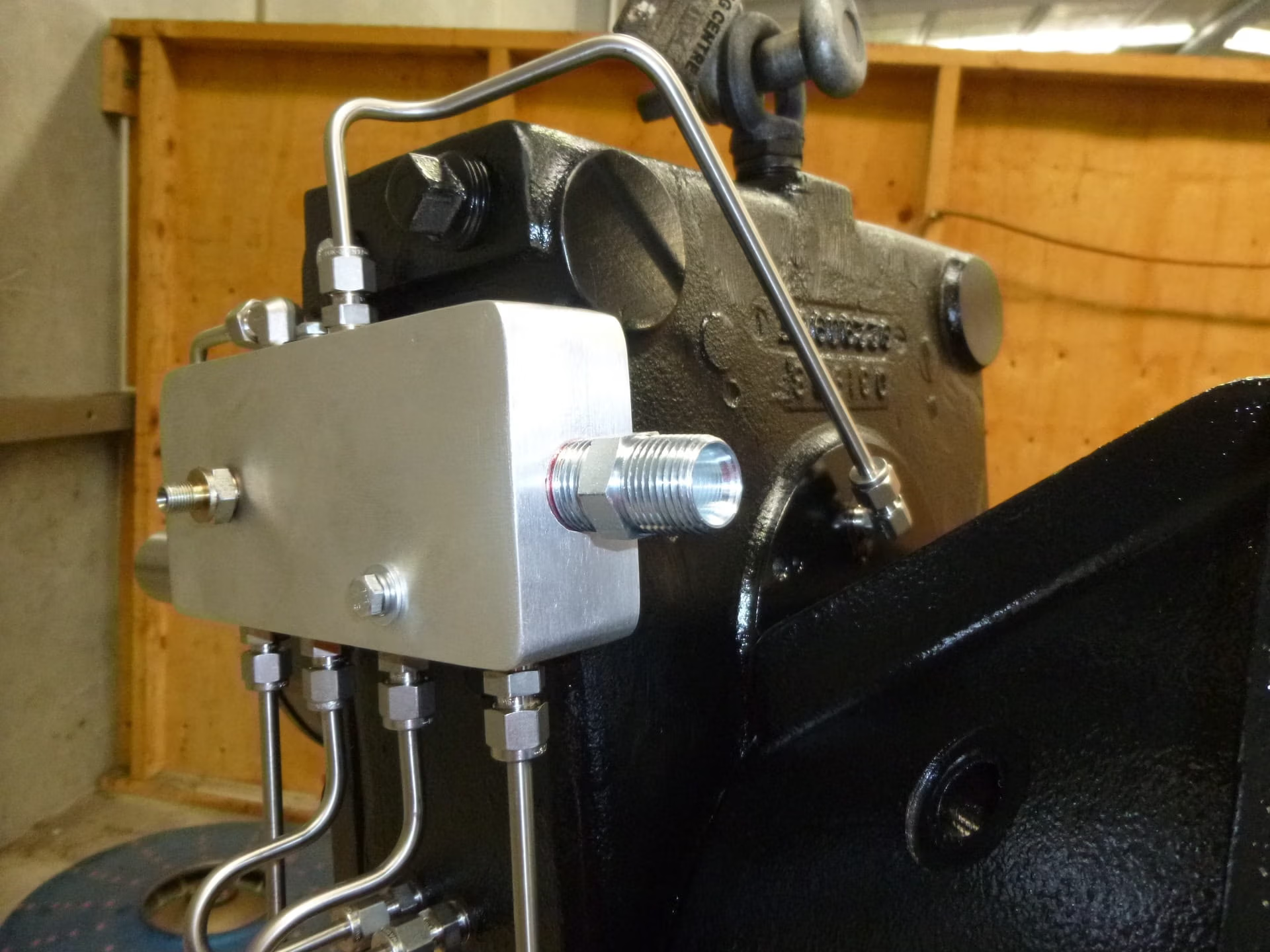
The lubrication supply and cooling system were re-engineered, and the necessary modifications were carried out. Oil temperature monitoring and fail-safe technology were incorporated into the revised design, providing both early warning capability and protection against future thermal events. Housings and shafts that were contributing to stress concentrations within the gearbox were also modified as part of the scope.
The unit was fully reassembled and subjected to extensive testing, with lubricant temperature monitored throughout. Final adjustments were made to confirm reliable operation before the unit was returned to the client.
The Outcome
Since returning to service, the unit has experienced minimal interruptions and production has improved significantly. Ongoing monitoring continues, providing confidence that the re-engineered system is performing as intended. What had been a recurring drain on operational reliability was resolved by addressing the design, not just the symptoms — and the client now has a drive line that is better equipped, better monitored, and more dependable than the original.
{kind=link}
{kind=link}
{kind=link}
{kind=link}